微小形状测量丨UMAP Vision System
为了实现小型化、高密度化生产,近年来微细加工技术水平不断提升。与其随之,作为品质保证中重要一环---测量技术的应用中,对于微细形状的测量需求也不断应运而生。
微细形状工件不仅仅局限于平面尺寸的测量,更多的是着重于立体形状的评价。一般工件的立体形状的评价大多会使用三坐标测量机,而数毫米以下的微细形状工件则只能使用不受测头大小限制的非接触式影像测量机。但是,非接触式影像测量机虽然对于平面尺寸的测量具有较大优势,却不能实现侧面等立体形状的评价,在此时对于选择怎样的测量设备,成为大家困扰的问题中山利丰精密测量仪器找到以下解决办法。
UMAP(Ultrasonic Microand Accurate Probe)是指采用独立传感技术的低测力测头。影像和微细测头双剑合并,可互相切换独立使用;亦可搭配合作对应,轻松解决微细、立体形状的测量困扰。
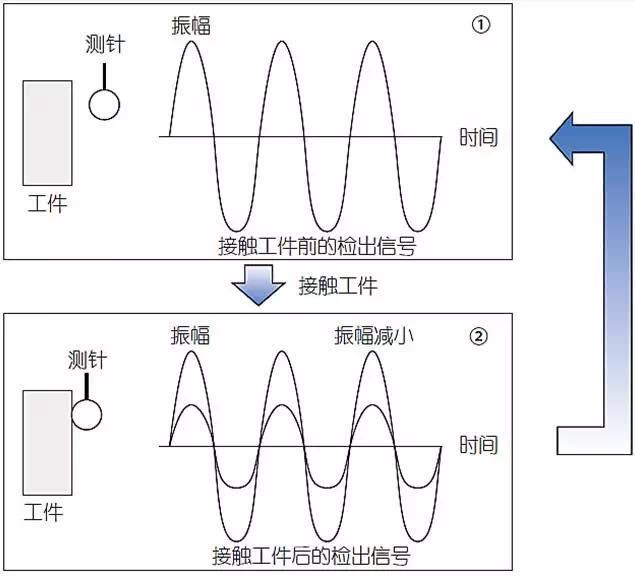
超音波微细测头UMAP,通过测头微小振动,读取振幅变化实现微细领域的接触式测量。
微细形状工件的测量部分通常都存在目视困难的情况,此时,携手影像测量模式,对微小工件进行精确定位,再切换UMAP模式即可进行精密测量。模式的切换可通过软件进行,并可通过程序进行自动测量。

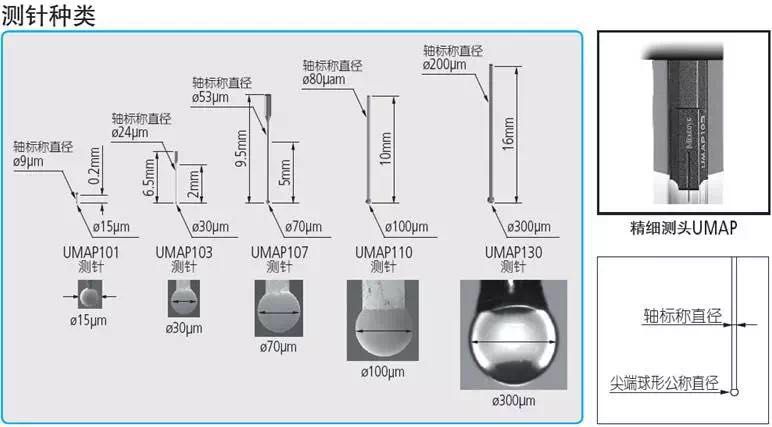
可使用最小φ15μm的测针、对应微细形状的接触式测量。
最小1μN的超低测量力,即使是易变形工件的测量也可轻松对应。
测针直径从φ15μm至φ300μm共5个种类。
可进行工件的轮廓形状与设计值数据的轮廓比对评价。
UMAP Vision System可通过多点连续测量评价轮廓形状。因此,对于精密微细模具、微细加工压铸品、微细树脂成型品、EDM电极等各领域的微细尺寸测量、形状评价,我们都可以提供做合适的解决方案。
应用1.燃油喷嘴圆柱形状测量
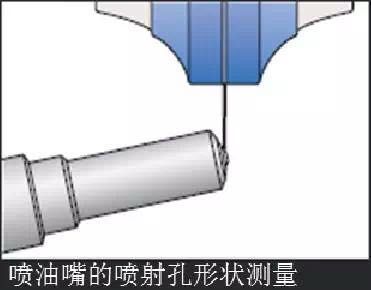
微细圆柱孔的断面形状会左右燃料的喷雾状态,因此需要通过接触式对其孔内部进行测量。
应用2.小型镜筒(树脂成型品)

无需担心由于测量力导致的变形,可对包括同轴度在内的几何公差进行评价。
应用3.微小齿轮的测量

对于指定深度的齿形、齿纹的评价可通过接触式测量完成。
下一篇:光纤陶瓷插芯检测测量解决方案及发展趋势